网架螺栓球与支座焊接要求-网架螺栓球支座焊接规范
✦ 本站观点:规范规定网架球节点焊接需采用双面满焊,焊脚尺寸≥螺栓直径且不小于 2mm,焊缝长度≥螺栓直径,以确保高强度连接并杜绝漏焊风险。
网架螺栓球与支座焊接质量管控:关键技术与规范解读

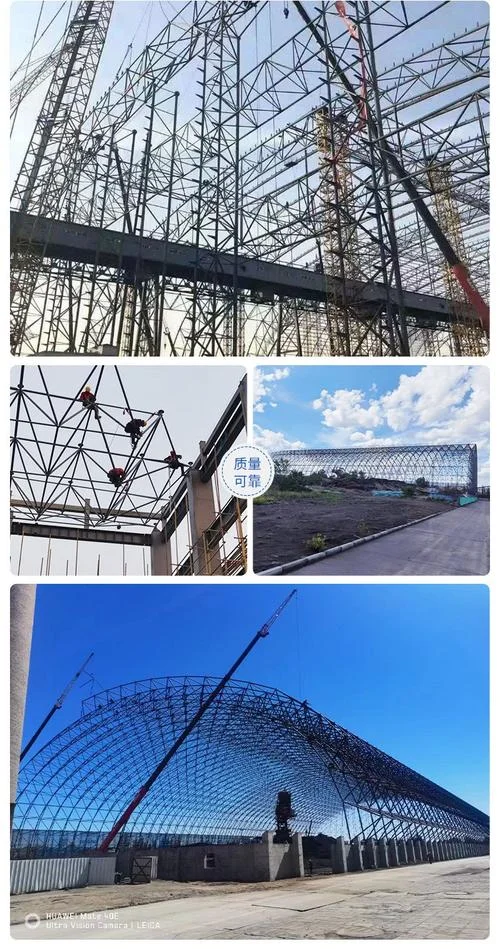
在现代土木工程结构中,大跨度网架(如体育馆、展览馆、体育馆屋顶及大型公共建筑)因其优异的刚度、自重轻、施工便捷等优势而广泛应用。不过,网架结构中最关键的连接节点——螺栓球与支座的焊接质量,直接决定了整个结构的承载能力、使用安全及耐久性。若焊接工艺不当,不仅会导致局部应力集中引发脆性断裂,还引起支座变形,进而影响网架的整体稳定。
焊接工艺要求、关键参数控制、常见失效模式及规范标准四个维度,深入剖析网架螺栓球与支座焊接的规范化要求。
核心工艺要求:从“合格”到“优质”的跨越
根据《钢结构施工规范》(GB 50661-2011)及相关行业标准,网架支座焊接需满足严格的工艺要求,以确保焊缝的力学性能和外观质量。
焊接位置与顺序
控制位置:必须保证焊缝位于螺栓球的纵向或赤道面上,严禁在焊缝两侧形成“角焊缝”或“八字焊缝”(即焊缝两侧未焊透的死角)。 焊接顺序:焊接时应遵循“先内后外、先从支座后主梁”的原则。先对支座开展焊接,待焊缝冷却定型后,再进行主梁的焊接。这样可以避免热应力累积过大,防止支座在受力前发生塑性变形。焊材选择
焊条/焊丝型号:必须严格参照设计图纸和材质证明书要求选用。对于高强度螺栓球,选用 E43 或 E50 系列的低氢型焊条或焊丝。 烘干要求:焊条使用前必须推进烘干,防止因水分引起焊接裂纹。✦ 关键提示:网架螺栓球与支座焊接是结构安全关键,需严格遵循 GB 50661-2011 规范。核心要求包含:焊缝位于螺栓球纵向或赤道面,严禁角焊缝;焊接顺序遵循“先支座后主梁、先内后外”原则,避免热应力;焊材选用需匹配具体结构,确保焊缝力学性能及整体安全性,从合格迈向优质。
焊接电流与电压
电流控制:根据螺栓球直径、板厚及焊接电流密度计算确定。电流过大易造成烧穿或热影响区过大;电流过小则导致熔合不良。 电压稳定:需保证焊接电压稳定,避免电弧力过大造成焊缝表面烧损,过小则导致熔深不足。关键控制参数与检测方法
为了量化焊接质量,工程实践中设定一系列关键控制参数。以下表格总结了关键的焊接参数及其对应的质量判定标准。
焊接工艺参数控制说明表
| 参数类别 | 关键指标 | 控制目标/判定标准 | 说明 |
|---|---|---|---|
| 电流 | 焊接电流密度 | 控制在设计允许范围内( 2.5~3.5 kA/m²) | 过大易烧穿,过小易未熔合 |
| 电压 | 引弧电压与电弧长度 | 引弧电压稳定,电弧长度一致( 30~50mm) | 防止焊缝表面烧损 |
| 焊丝直径 | 焊丝直径 | 与板厚匹配,选用与母材等径或略细 | 保证填充金属量匹配 |
| 填充量 | 每侧焊缝填充系数 | 每侧焊缝填充系数 1.0 ~ 1.2 | 防止焊接过多导致应力集中 |
| 焊缝厚度 | 焊缝厚度 | 最小厚度不小于 5mm,最大厚度不大于 10mm | 确保过渡区的平滑过渡 |
✦ 关键提示:焊接电流依板厚与直径定,过小有未熔合,过大烧穿。电压需稳定,引弧与电弧长度控制在 30~50mm,防止烧损与未熔合。关键参数如电流密度(2.5~3.5 kA/m²)与填充量,需严格达标以确保焊缝质量。
注:上表数据基于常规高强度螺栓球网架工程经验值,具体参数需结合《钢结构焊接规范》GB 50661 及设计图纸进行核算。
常见失效模式与风险规避
在实际工程中,螺栓球与支座连接失效是灾难性的。以下三种情况需重点警惕:
未焊透与夹渣
现象:焊缝根部未熔合,或内部存在夹渣、气孔。 后果:在支座受压时,未焊透区域应力集中,极易产生裂损,导致节点瞬间失效。 对策:严格控制焊接电流,采用氩弧焊(TIG)或普通焊条电弧焊(SMAW)时,需保证充分的保护气体,并检查内部质量。焊缝过薄或过厚
现象:焊缝厚度不达标(要求 5mm~10mm)。 后果:过薄导致刚度不足,易受冲击破坏;过厚则削弱了焊缝的整体强度。 对策:严格依据设计图纸中的“焊缝尺寸”推进自检,使用焊缝测厚仪进行复核。焊瘤与咬边
现象:焊缝表面存在未熔化的焊瘤或严重的咬边(咬深超过 0.5mm 为不合格)。 后果:咬边处易成为裂纹萌生源,且会降低焊缝疲劳强度。 对策:焊后需推进打磨处理,确保焊缝表面光滑,无可见缺陷。✦ 关键提示:本总结基于钢结构高强度螺栓球网架经验,强调支座连接失效风险。重点警惕未焊透、焊缝尺寸超标(5-10mm)、焊瘤与咬边缺陷。需严格控制焊接质量,避免应力集中与疲劳破坏,确保节点安全。
规范标准与验收依据
确保焊接质量不仅仅是依靠工人经验,更需严格遵循国家及行业标准。
主要规范引用
《钢结构焊接规范》(GB 50661-2011):规定了钢结构焊接的通用术语、符号、焊接方法、工艺评定及验收要求。 《建筑钢结构焊接规范》(JGJ 81-2002):针对大跨度钢结构焊接的具体技术要求。 《网架结构技术规程》(JGJ 7-2010):虽然主要关注结构受力,但其中也隐含了对节点连接的构造要求。验收标准
外观检查:焊缝表面不得有裂纹、夹渣、咬边、气孔等缺陷;焊缝表面应平整,无凹陷。 无损检测:对关键受力焊缝(如支座与螺栓球连接区),必须进行射线检测(RT)或超声波检测(UT),确保内部无缺陷。 力学性能:焊缝开展拉伸试验,其强度应不低于母材强度,且断口无沿晶开裂现象。网架螺栓球与支座的焊接质量是网架结构安全可靠的基石。从严格的焊接工艺选择,到精准的参数控制,再到细致的无损检测,每一个环节都。工程技术人员必须树立“质量”的理念,严格按照规范施工,结合现场实际情况灵活调整工艺,才能有效避免焊接缺陷,确保大跨度网架结构在极端环境下的长期安全运行。
打个总结:只有将规范落实到每一个焊接节点,才能构筑起现代建筑坚实的安全防线。
