压力容器焊接要求-压力容器焊接标准
压力容器焊接:安全与质量的基石
在化工、能源、电力等关键基础设施领域,压力容器(Pressure Vessel)不仅是储存介质、输送气体的容器,更是保障公众生命安全、防止环境污染设备。压力容器焊接作为其制造的“灵魂”,其质量直接关系到容器的结构完整性、密封性以及的运行安全性。任何微小的焊接缺陷都导致灾难性的后果,所以深入理解并严格执行压力容器焊接要求,是实现工程安全管理的重中之重。
焊接质量挑战
压力容器涉及复杂的几何形状、多道焊缝以及严苛的工作环境。焊接过程中面临的首要挑战包括:
1. 应力集中与缺陷传播:由于压力容器内部压力作用于容器壁,焊接产生的热作用区和未熔合区域极易成为应力集中点。一旦存在气孔、夹渣、裂纹、咬边或未焊透等缺陷,在交变载荷或超压情况下,这些缺陷会迅速扩展,导致容器失效。
2. 无损检测的难度:对于厚度大、形状复杂或结构受力复杂的容器,传统目检已无法识别内部缺陷。必须依赖高效的无损检测技术,确保内部质量。
3. 规范的动态变化:随着新材料、新工艺的引入,以及环保法规的日益严格,焊接工艺规范(如 ASME Section IX, EN ISO 15510, NB/T 47014 等)也在不断迭代,对焊接工艺评定、焊材选用及检验标准提出了更高要求。
关键焊接参数与控制策略
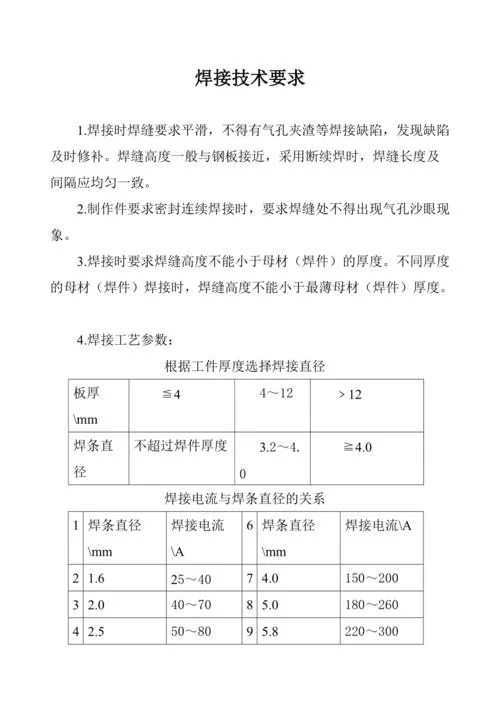
为了确保焊接质量,必须严格控制在以下关键参数范围内:
焊接电流与电压:需根据母材成分、坡口形式及焊接电流特性实施精确计算,避免偏烤、烧穿或未焊透。
焊接速度:控制热输入总量,防止母材过热导致性能下降或产生裂纹。
焊丝直径与焊材选用:必须匹配母材的化学成分,确保焊接接头力学性能符合设计要求。
层间温度与回火温度:尤其在多层多道焊接时,需监测层间温度,防止层间未熔合,并控制回火温度以防热效应区软化。
焊接工艺评定与标准遵循
现代压力容器制造严格遵循焊接工艺评定制度。在正式生产前,必须依据相关标准(如 GB/T 150、ASME BPVC、NB/T 47014 等)完成工艺评定,确定适用的焊接方法、焊接顺序、焊材牌号及检验标准。
工艺评定不仅是一个法律文件,更是指导现场焊接的“操作手册”。它明确了在何种条件下能生产出合格的产品,任何脱离工艺评定的私自焊接均被视为不合格。
焊接后检验与无损检测
焊接完成后,必须执行严格的焊接后检验程序,确保焊接接头的有效性。
外观检查
检查焊缝表面,确保无裂纹、未焊透、咬边、气孔、夹渣等缺陷。无损检测(NDT)
根据设计文件要求,对压力容器焊缝进行无损检测。常用的检测方法包括: 射线检测(RT):适用于长焊缝、多层多道焊及内部质量缺陷检测。 超声波检测(UT):适用于薄壁容器、管板及内部缺陷探测。 渗透检测(PT):适用于表面开口缺陷检测。 磁粉检测(MT):适用于铁磁性材料表面缺陷检测。 数据说明:| 检测项目 | 适用范围 | 检测精度 | 关键指标示例 |
|---|---|---|---|
| 射线检测 | 长焊缝、复杂曲面 | 宏观缺陷 | 缺陷长度、面积、底片清晰度 |
| 超声波检测 | 薄壁容器、管板 | 内部缺陷 | 缺陷深度、长度、取向 |
| 渗透检测 | 表面开口缺陷 | 表面缺陷 | 缺陷深度、长度、扩展 |
| 磁粉检测 | 铁磁性材料表面 | 表面缺陷 | 缺陷深度、长度、方向 |
注:检测覆盖率要求达到 100%,且对关键受力部位和缺陷尺寸有明确的量化判定标准(如 GB/T 3323、NB/T 47013 等)。
案例分析:某化工厂压力容器焊接事故反思
某化工厂发生一起严重压力容器泄漏事故,调查发现事故锅筒(压力容器)根部焊缝存在未焊透和裂纹缺陷。经初步排查,发现焊接工艺评定文件缺失,现场作业人员未严格执行工艺卡片,焊接参数波动较大,导致热影响区韧性不足并产生裂纹。
教训:
1. 必须确保工艺评定的有效性和适用性。
2. 现场焊接必须严格遵循经批准的工艺文件。
3. 焊接后检验必须全覆盖,严禁漏检。
压力容器焊接是工业制造中技术含量最高、风险等级最高的环节之一。其质量直接关系到国家能源安全和社会公共安全。面对日益复杂的项目需求,企业应始终坚持“质量”的原则,强化工艺管理,规范作业行为,严格执行无损检测标准。唯有将压力容器焊接要求落到实处,才能铸就安全可靠的压力容器,为工业文明的可持续推进保驾护航。
