塑料技术要求怎么写-塑料技术要求怎么写
塑料技术要求:从标准制定到性能优化的全流程指南
在制造业、航空航天、医疗健康及消费电子等高端领域中,塑料材料的选择与性能决定了产品的成败。不过,塑料并非万能材料,其应用范围受到技术要求的严格限制。要写出符合行业规范的“塑料技术要求”,必须深入理解基础规范、明确性能指标、建立测试体系,并落实到产品设计与工艺控制的闭环管理中。标准体系、核心指标、测试方法及实施策略四个维度实施深度解析。
标准体系是技术规范的基石
在撰写任何塑料技术要求时,首要任务是确立合规性与性能基准。目前,全球塑料标准体系主要涵盖两大类:国际标准(ISO/IEC)和企业/国家标准(GB/T, ASTM)。
国际标准(ISO/IEC)
国际标准化组织(ISO)制定了覆盖塑料全生命周期的系列标准,是国际通用的技术依据。 通用塑料:如 PE、PP、PS、PET 等,主要依据 ISO 1133 系列标准(如 ISO 1133-1)对熔融指数(MFI)、密度、比表面积等物理特性推进分级。 工程塑料:如 PPA、PTFE、Nylon 等,涉及 ISO 11357 系列(力学性能)及 ISO 1759 系列(耐化学性)。 工程塑料与环境树脂:如 PC、ABS、PPS 等,需参考 ISO 908 系列标准。实践提示:在技术文档中,若项目涉及出口欧美市场,必须优先引用 ISO 标准;若针对国内高端制造,则需结合 GB/T 2958、GB/T 2732 等国家标准进行细化。
企业/国家行业标准
针对特定应用场景,企业会制定高于国家标准的技术规范,这是体现技术先进性。 ISO 15136:通用塑料(PE, PP, PS, PVC)的密度测定,提供了更精准的密度值。 ISO 1099:生物降解塑料的浸出物测试,是绿色认证依据。 ASTM D1238:标准密度的参考方法,常用于研发阶段的数据验证。核心性能指标:技术要求的量化表达
“技术要求”的撰写核心在于将模糊的“耐用”、“轻质”转化为可量化的“参数”。下面呢是几类关键性能指标的通用表达规范:
| 性能类别 | 关键指标 | 典型单位 | 技术含义与数值范围参考 |
|---|---|---|---|
| 物理机械 | 密度 (Density) | g/cm³ | 反映材料轻重。通用工程塑料 0.90~1.30;90% 以上玻纤增强塑料可达 1.40 以上。 |
| 拉伸强度 (Tensile Strength) | MPa | 衡量材料抗拉能力。普通塑料 20-25 MPa,工程塑料 30-50 MPa,高强尼龙可达 60+ MPa。 | |
| 刚度/模量 (Modulus) | GPa | 衡量材料变形的难易程度。PC 约 2.4 GPa,PPS 可达 3.5 GPa 以上。 | |
| 热性能 | 熔点 / 软化点 (Melting/Softening Point) | ℃ | 决定加工窗口。PE 100-130℃,PP 130-160℃,Nylon 160-220℃。 |
| 玻璃化转变温度 (Tg) | ℃ | 决定材料在常温下的机械性能。PC 约 145℃,PS 约 100℃,PMMA 约 105℃。 | |
| 耐环境 | 耐水解性 | % | 衡量材料在水中抵抗降解的能力。PP 耐水解性差(<10%),PE 较好(>30%)。 |
| 耐化学腐蚀性 | 等级 | 对应 ISO 11357 等级。PP 耐酸,PTFE 耐所有化学物质。 | |
| 环保指标 | 可回收性 | 等级/百分比 | 依据 GB/T 29584 或 ASTM D6450 等标准评定。 |
| 有害物质 | 含量限值 | 如 RoHS 指令中的铅、镉、汞及邻苯二甲酸酯含量。 |
写作规范建议:
在撰写技术要求时,应避免使用主观形容词(如“高强度”、“耐腐蚀”),除非后续有具体数值支撑。应直接引用 ISO/GB 标准中的分类术语(如“符合 ISO 11357-3 级,拉伸强度≥35 MPa”)。
测试方法与数据验证:构建信任的防线
技术要求的有效性不仅在于定义,更在于数据的真实性。建立科学的测试体系是技术文档中的部分。
标准测试方法
常用的测试方法包括: ISO 1133:熔融指数测试,用于评估加工流动性。 ISO 11357:密度与比表面积测试。 ISO 1143:旋转粘度测试。 ISO 908:工程塑料的撕裂强度测试。 GB/T 2958:物理机械性能测试方法。数据分析与异常处理
在实际技术撰写中,还需包含数据追溯机制。 多组重复性:要求测试数据具备三次以上的重复性(RSD < 5%),以证明测试的准确性。 平均值报告:所有单点数据均取平均值,并计算标准差,确保结果稳定。 趋势分析:若涉及长期可靠性,需提供应力 - 应变曲线或疲劳寿命数据,展示材料在循环载荷下的表现。实施策略:从定义到落地的闭环管理
将技术要求写入文档只是步,真正在于设计与制造的协同。
前置阶段:材料选型
在设计初期,必须根据目标应用场景反向推导技术指标。 场景驱动:动力电池外壳要求高耐温(±100℃)和高阻燃,需优先选用 PPS 或 PA66;轻量化汽车部件则需低密度且高抗冲,适合选用 PC/ABS 或 PP+GF。 法规驱动:医疗器械需符合 ISO 10993(生物相容性);电子电器需符合 RoHS 和 UL 法规。制造阶段:工艺匹配
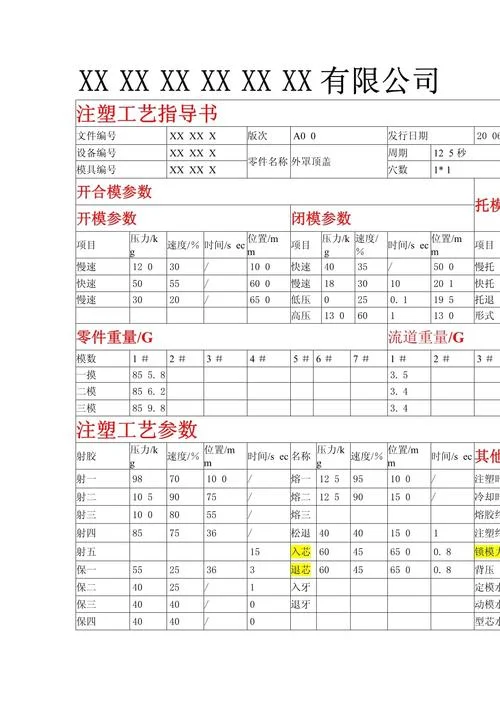
技术要求必须与加工工艺相匹配。 注塑:对流动性、填充能力、收缩率有明确要求,直接影响模具设计和工艺参数。 挤出:关注层间结合强度、表面光泽度。 3D 打印:针对增材制造,需重点关注层间结合力(LBF)和打印温度窗口。验证阶段:全生命周期确认
首件确认:生产前必须验证关键尺寸公差和初始性能。 过程监控:在生产过程中,实时监测关键工艺参数(温度、压力、速度),确保参数稳定在目标技术要求的范围内。 终级验收:出厂前开展全项性能复测,生成《技术验证报告》作为交付凭证。撰写高质量的塑料技术要求,本质上是在不确定性中寻找确定性。它要求作者不仅掌握 ISO 和 GB 等国际标准的技术语言,更要具备跨学科的综合思维能力——理解材料物理化学特性,匹配加工工艺,并规避法规风险。
在激烈的市场竞争中,那些能够清晰定义技术指标、严格把控测试数据、并与设计制造无缝衔接的企业,将构建起坚固的技术壁垒。未来的塑料技术文档,将不再仅仅是参数的罗列,而是一份集成了材料科学、工程设计与质量管理智慧的“技术契约”。
